桿類零件, 特別是長徑比很大的細長桿類零件, 是比較難以加工的零件, 由于細長桿本身的剛性差, 加工過程中受切削力、切削熱, 振動等影響,容易出現彎曲, 竹節����、維度�、棱形和腰鼓形等缺陷��。如果能正確地掌握刀具切削部的幾何參數, 設計有效的工藝裝備, 以及合理的工藝規程, 那么將會很大程度地提高刀具的耐用度, 改善切削性能, 滿足質量及生產率要求�。以下分五個方面談桿類零件的加工�����。
一����、影響桿類零件加工質量的主要因素
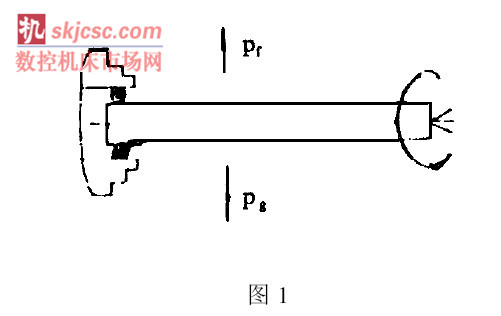
影響桿類零件加工質量的因素很多, 經過實踐認為, 桿類零件在加工中所產生的振動是主要因素, 而振動的產生, 主要由四個原因所致。①桿件在高速旋轉時, 在其圓周方向將會產生圓周力, 在這里可以理解為離心力, 見圖1, 由于零件的自重力存在, 因此上���、下垂直方向的離心力最大, 這兩個力隨著零件長徑比的大小而變化, 長徑比越大, 自重力就越大, 而上下跳動也就越大; 也就是說, 桿件越長越細, 其剛性越差, 撓度越大, 上下跳動就越大����。②在一定的切削速度范圍內, 振動是隨著切削速度的增大而逐漸增大的�����。③刀具的幾何角度選擇不當, 也將會增加切削力, 在相同的切削條件下, 切削力大, 振動就大�。④工藝方法不合理, 同樣會引起桿件振動��。
二��、切屑受力及變形分析
振動是隨著切削速度的增加而增加的, 但是切削速度增加到一定極限值時, 振動還會減小����。下面從切屑受力及變形進行分析。
1. 切屑受力分析
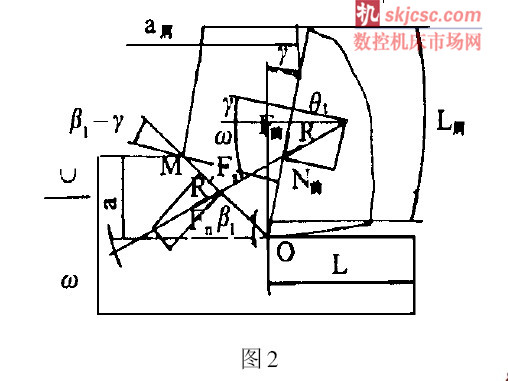
切屑形成是擠壓— 滑移過程。故在切削時, 切屑上有如下各力作用。圖2表示出與前刀面接觸的切屑底層, 作用著前刀面對切屑的正壓力N前和F前摩擦力 ; 在滑移面上, 切屑受正壓力Fn和剪切抗力Fs的作用, 剪切面上的抗力

合力R由 來平衡∴Rco s (β1+ ω) = Fs
故:
式中: a— 切削厚度;
b— 切削寬度;
τ— OM 面上的剪應力。
上述各力在切削上互相平衡, 形成兩個大小相等方向相反的合力;
- R= R’
切削在切削合力R的作用下被切除����。ω角是切削合力R 與切削速度方向的夾角, 表示R合力作用到切削層金屬的方向, 稱為作用角�。
由圖2可知:
ω= θ- γ
式中: θ—— 摩擦角—— tgθ= _
(_ 是切屑底層與前刀面間的摩擦系數);
γ— — 前角
由此可知, 切屑與前刀面的摩擦系數μ越小,前角γ愈大, 則作用角ω愈小。ω角小時, 表示R力指向切削表層, 切屑變形較小; ω角大時, 表示R力指向切削深層, 這時, 切屑變形較大����。
2. 切屑變形分析
切屑變形最明顯的現象是切屑收縮, 即切削時被切層受到擠壓, 內部產生滑移變形, 切屑長度縮短, 厚度增加(寬度略有增加, 一般可忽略不計) 由圖2可見���。
收縮系數K= L / L霄 = a霄/a> 1
式中: L、a — — 切削層長度和厚度;
L霄、a霄 — — 切屑長度和厚度����。
一般情況下, 切削中碳鋼時K= 2~ 3。從切屑收縮情況來看, 切屑系數K 與滑移角 和前角γ有一定的幾何關系���。
因為

所以

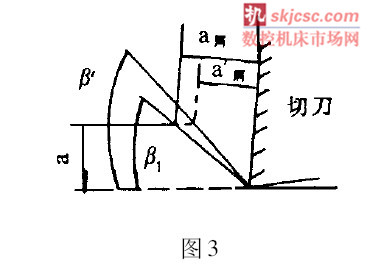
當U1角變大時, K值變小, 于是切屑變形亦相應變小, 從圖3中可以看出, 因為切屑變形小固然會導致切屑厚度變薄, 同時在高速切削的作用下, 切屑在刀面上流動很快, 切削熱仍保留在切屑內使得切屑易于塑性變形, 這就更加有利于改善切削條件, 大大減小在切削過程中的徑向力。
三����、桿類零件的加工工藝
桿類零件的材料一般需經調質處理, 切削用量主要根據零件的長徑比, 物理性能, 機械性能以及加工余量而選定。當長徑比較大, 韌性較大時, 選用較小的切削用量, 若選用較大的切削用量, 將會增加切削力而引起桿件振動�。
加工前準備: ①調整車床頂尖使其與主軸中心一致; ②檢查機床轉速是否正常; ③導軌是否單行;④三杠是否同心; ⑤溜板松緊適度, 總之要掌握機床的各部性能良好有效; ⑥桿件頂尖孔最好在本車床上用頂尖研磨一下; ⑦修理跟刀架腳爪(活動跟刀架則不用修), 使其與桿件有較好的吻合; 支柱爪軸向加長至35~ 45毫米, 徑向縮小10~ 15毫米, 支柱材料最好用QT 60~ 2球墨鑄鐵; ⑧冷卻液為一般乳化液, 較大流量, 直接沖在桿件與腳爪處, 使其充分冷卻刀頭。
刀具安裝方法: 粗加工和半精加工時, 刀具應高于主軸中心0. 2~ 0. 5毫米, 精加工時應高于主軸中心0. 2~ 0. 3毫米��。這樣安裝不僅增大了工作前角, 而且還能使刀的主后面約束桿件向上的作用力, 防止桿件的跳動。
在加工過程中, 隨著加工所產生的軸向力的大小, 要進行調整��。尾座頂尖的松緊情況, 因為頂尖的頂力大小, 都能引起桿件跳動, 又因桿件的基體組織分布不均, 它的物理性能和機械性能也不同, 桿件的伸縮率也是變化的����。所以在加工時就需要每次進行調整。檢驗頂力大小的方法通常是將兩手指(食指和拇指) 輕輕放在活頂尖上, 若能使頂尖停止轉動, 這時的頂力為合適, 檢驗的程序是加工至約300~ 500毫米處時, 要及時進行調整, 此處基本上能反映出預緊力的大小, 而后視桿件收縮變化情況隨時調整, 以防止加工過程中由于頂力過大過小的變化所產生的振動�。
四�、刀具幾何角度
選擇刀具的幾何參數正確與否將直接影響桿件的質量和刀具的使用壽命, 為了得到切削輕快,降低切削力需將精加工車刀的前角γ增大為28°~30°, 并在主切削刃上磨出一個寬度為0. 1~ 0. 2毫米負20°~ 30°倒棱, 以增加主切削刃強度。這樣在高速切削過程中, 負刃上就能形成切屑瘤成為一個穩定基座, 切屑瘤在棱面上不僅保護了刀刃, 而且還增大了前角, 并能擔負著部分的切削作用, 在高速切削過程中, 刀瘤不斷生成�����、長大、脫落�。由于主屑流速很快, 并與切屑瘤相對摩擦, 切屑瘤能連續形成一細條副切屑, 在主屑內緩緩排出, 在排出同時,它帶走了大量的切削熱, 減少了傳到車刀上的熱量, 延長了車刀的耐用度同時又消除了刀瘤停留在已加工表面上的可能性, 從而提高了表面精度�����。
五����、輔具
當桿件的直徑>h3 , 長徑比> 500~1000時, 托架是在加工過程中起減振作用的主要輔具�����。托架由兩塊制有3°斜面的木質(紅松) 托塊組成�����。上托塊制成V 型托口見圖4�����。這樣可使得桿件與上托塊在互相作用時能夠不完全碰撞, 受力時一部分功能將受到損失, 以達到緩沖, 減少反作用力的作用����。